")
")
")
")







Избранные проекты
Ниже представлены некоторые примеры систем управления, модернизации промышленных объектов, созданные нами электронные устройства. Наши решения работают хорошо там, где особую роль играют надежность и производительность.
Модернизация оборудования для волочения стальной проволоки
Модернизация кромкофрезерного станка для стальной проволоки
Компьютерная система автоматической линии контроля в гальванике
Модернизация станка линейной сварки
Станция для лабораторных испытаний резисторов
Система привода тяжелого пуска на бумажной фабрике
Контроллер питания и времени контактной сварки на фабрике по выработке жестянок
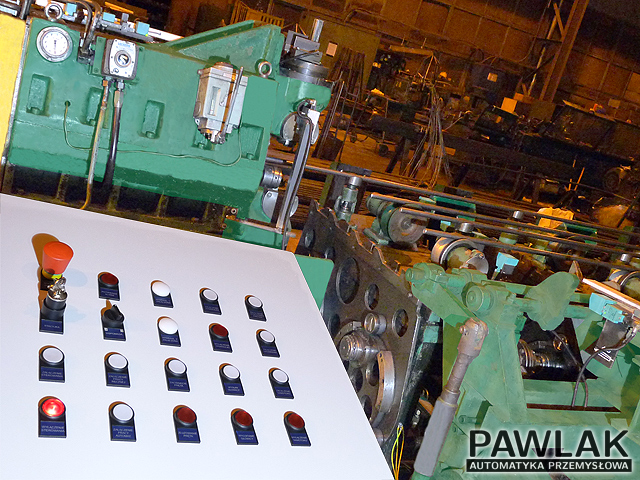
Модернизация волочильного стана для стальной проволоки
В результате автоматизации роль оператора ограничивается разгрузкой упаковки стержней на конвейер, а затем надзором за производственным процессом.
Автоматизированный волочильный станок используется для производства тянутой проволоки с вальцованной или прессованной заготовки. При волочении изделие получает точные размеры по всей длине, заданную геометрическую форму, чистую и гладкую поверхность. Волочильный станок после модернизации имеет силу тяги, которая достигает даже 50 тонн.
Модернизация волочильного стана заключается на созданию комплексной системы автоматического управления на основе программируемых логических контроллеров (ПЛК). В результате этого волочильный станок может обслуживать один оператор, роль которого ограничивается разгрузкой упаковки стержней на конвейер, а затем надзором за производственным процессом. Заготовки проволоки автоматически доставляются конвейером к рольгангу, который продвигает материал между «челюсти» волоки. Гидравлический привод протягивает прут в отверстие волоки. Следующим шагом является ущемление рабочего конуса, приведенного в движение электродвигателем, и протягивание проволоки. Готовое изделие перемещается в пункт перегрузки с помощью «лап», приведенных в движение пневмоприводами. В волочильном стане существуют три типа приводов: электрический, гидравлический, пневматический.
В рамках модернизации выполнено:
- проект системы автоматического контроля,
- разработка алгоритма управления и программирования двух ПЛК,
- прокладка кабеля платы управления и силовой платы (более 700м),
- установка десятков индуктивных датчиков движения,
- изготовление и монтаж распределительных коробок,
- строительство двух панелей управления,
- выполнение электрической и электронной схем двух шкафов управления,
- выполнение тиристорного преобразователя тока электродвигателя постоянного тока 250кВ, который приводит в движение тележку (система имеет бесступенчатое (плавное) регулирование скорости и зависимую систему возбуждения),
- выполнение тиристорного преобразователя тока для электродвигателя постоянного тока возврата тележки,
- введение в эксплуатацию системы управления,
- разработка полной документации технического обслуживания и эксплуатации,
- переобучение операторов волочильного стана в плане обслуживания системы управления.




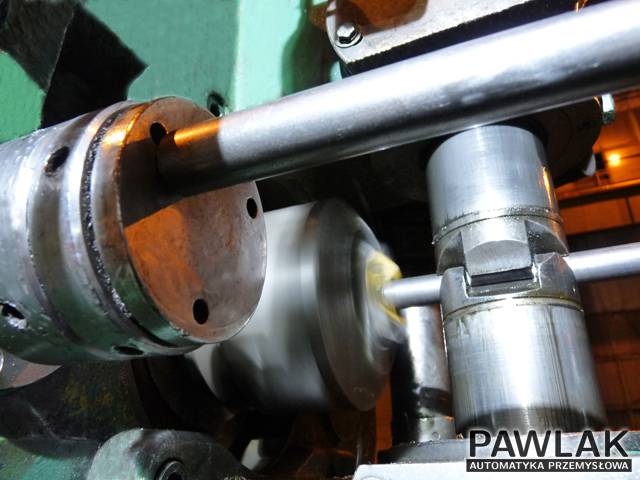
Модернизация кромкофрезерного станка к стальным прутьям
В результате автоматизации роль оператора ограничивается разгрузкой упаковки стержней в зону загрузки и надзором за производственным процессом.
Модернизированный кромкофрезерный станок (фаскосниматель) используется для обработки кромки стальных стержней. Модернизация заключалась на созданию комплексной системы автоматического управления на основе программируемого логического контроллера (ПЛК). Особый акцент сделан на безопасность оператора, производительность и надежность (безаварийность). В результате автоматизации кромкофрезерный станок может обслуживаться одним оператором, которого роль ограничивается разгрузкой упаковки стержней на пункт загрузки и надзором за производственным процессом. Проволока автоматически выравнивается и передается через конвейер к специальной фрезе, которая выполняет обработку. Готовое изделие передается в пункт перегрузки. Благодаря применению инвертора и полупроводниковых реле, разработан бесконтактный контроль, в результате чего система есть практически безаварийная. В фаскоснимателях (кромкофрезерных станках) существуют два типа приводов: гидравлический и пневматический.
В рамках модернизации выполнено:
- проект системы автоматического контроля,
- разработка алгоритма управления и программирования ПЛК,
- прокладка кабеля платы управления и силовой платы,
- установка нескольких индуктивных датчиков движения,
- выполнение контрольной панели,
- выполнение электрической и электронной схем шкафа управления,
- введение в эксплуатацию системы управления,
- разработка полной документации технического обслуживания и эксплуатации,
- переобучение операторов фаскоснимателя в плане обслуживания системы управления.


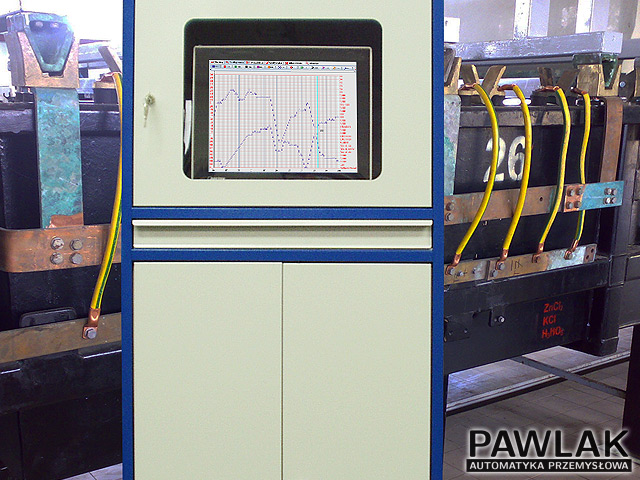
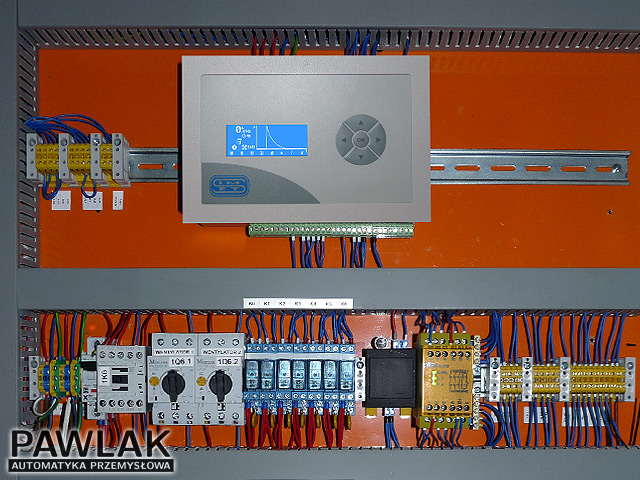
Компьютерная система автоматического управления гальваническими линиями
Каждый из барабанов, находящихся одновременно на линии, может работать по другой циклограмме (технологической программе). Разработанное нами программное обеспечение четко управляет линией, обеспечивает повторяемость и сохранения технологических параметров.
Автоматизированная гальваническая линия состоит из 30 ванн, между которыми барабаны движутся с помощью двух тележек. Созданная нами компьютерная система автоматически управляет тележками. Суть обслуживания ограничивается транспортировкой товара из ящиков в зону загрузки и приема готового продукта. В то же время на линии может находиться много барабанов, при этом каждый из них может работать по другой циклограмме (технологической программе). Благодаря такому решению существует возможность оптимальной продукции коротких серий без необходимости опорожнения линии с барабанов одной технологической программы перед началом производства другой технологической программы. Разработанное нами программное обеспечение точно управляет линией, обеспечивает повторяемость, сохранения технологических параметров и производительность. На экране монитора высвечивается текущее состояние процесса, содержание отдельных ванн и производственная статистика. Система информирует человеческим голосом.



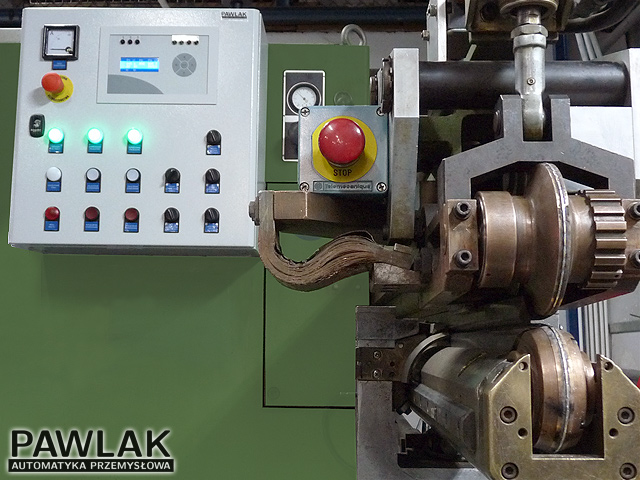
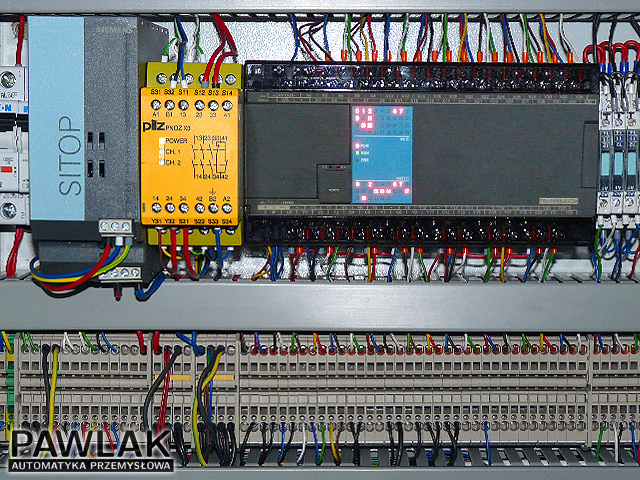
Модернизация линейного сварочного аппарата
Технологические параметры точно поддерживаются микропроцессорным контроллером, что позволяет получить надежные соединение при контактной сварке.
Описанный сварочный аппарат используется для производства воздуховодов. Модернизация заключается на оборудование аппарата современной системой управления на основе программируемого логического контроллера (ПЛК) и микропроцессорного тиристорного регулятора мощности, который приводит в действие трансформатор для контактной сварки. Увеличено безаварийность оборудования благодаря использованию надежного тиристорного регулятора и систем управления, а также замене ненадежных электромеханических датчиков бесконтактными индуктивными датчиками. Технологические параметры четко поддерживаются с помощью микропроцессорного контроллера, что в результате дает возможность получить надежные соединение при контактной сварке. Контактная сварка может происходить непрерывным током или с перерывами, в течение которых ток отсутствует (используется в накладной контактной сварке). Оператор может регулировать силу и время контактной сварки для трех фаз (начальной, средней, концевой). С помощью установки реле безопасности повышена безопасность лиц, эксплуатирующих машины. Обеспечена защита двигателя, монтируя выключатель защиты двигателя. Функционирование системы управления может быть осуществлена в автоматическом или ручном режиме. Существует возможность работы с двумя проволоками (отдельно для верхнего и нижнего ролика) или с одной проволокой для двух роликов.


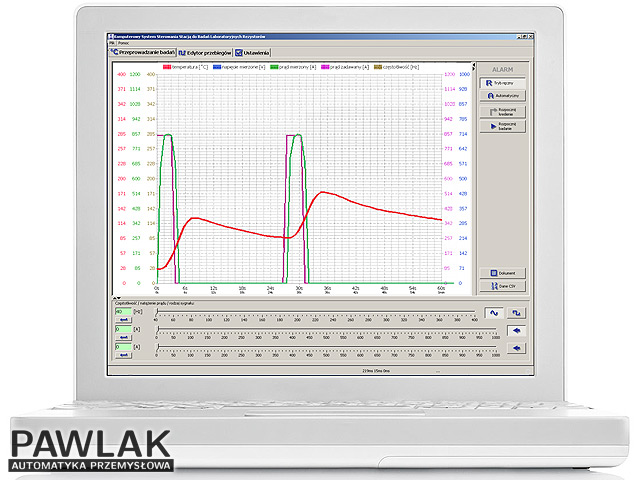
Лабораторная установка для тестирования резисторов
Созданная нами установка была использована для лабораторного тестирования резисторов для заземления нейтрали трансформатора заземления примененных на Национальном стадионе в Варшаве.
По требованию ведущего польского производителя промышленных резисторов была создана специализированная лабораторная установка для тестирования резисторов. Основной задачей устройства является периодическая генерация выходного тока в течение заданного времени сигнала (от секунды до часа) и времени длительности перерыва. Форма генерируемого тока может быть прямоугольная или синусоидальная, с частотой от 40Гц до 400Гц. В зависимости от сопротивления (протестированного) резистивного элемента, значение интенсивности генерируемого тока может достигать до 1000A, а напряжение – до 200В. Лабораторная установка позволяет оценить конструкции резистора под влиянием роста температуры в ходе испытания. В рамках проекта построено силовую цепь инвертора, электронную схему интерфейса микропроцессора и специализированное программное обеспечение. Инвертор имеет тиристорный выпрямительный блок и генератор на основе транзисторов IGBT. Интерфейс микропроцессора обеспечивает связь между компьютером и силовой цепью и имеет генератор ЦВС (цифровой вычислительный синтезатор) выходного сигнала. Специализированное программное обеспечение позволяет визуализацию хода заданного тока и измеренного напряжения, тока и температуры. Подробные протоколы испытаний содержатся в графиках, которые можно распечатать на принтере. Тестирование резистора может происходить в двух режимах:
- ручном, в котором оператор может регулировать значение силы тока, частоту и форму волны,
- автоматическом, в котором процесс тестирования проходит автоматически, на основе готовых настроек.
Созданная нами установка была использована для лабораторных исследований резисторов для заземления нейтрали трансформатора заземления использованных на Национальном стадионе в Варшаве.
Устройство используется для исследования заземляющих резисторов, силовых резисторов, тормозных резисторов для инверторов, нагрузочных (народное название "обманка") и пусковых резисторов (реостатов) для кранов, пластинчатых силовых, проволочных силовых или опорных (эталонных) резисторов для тяжелого пуска.

Система привода тяжелого пуска на бумажной фабрике
В сотрудничестве с ведущим польским производителем промышленных резисторов разработано и внедрено пусковое устройство асинхронного двигателя с фазным ротором, который приводит в действие смеситель для приготовления древесной массы (пульпы), где мелется макулатура на фабрике бумаги и картона. Система привода характеризуется тяжелым пуском. В устройстве используется созданный нами микропроцессорный регулятор, ключевой задачей которого является измерение частоты индуцированного тока в обмотке ротора двигателя и, на этой основе, переключение уровней пускового сопротивления.

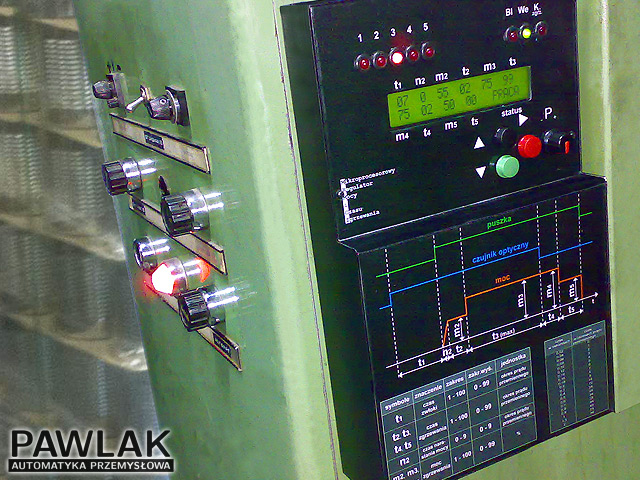
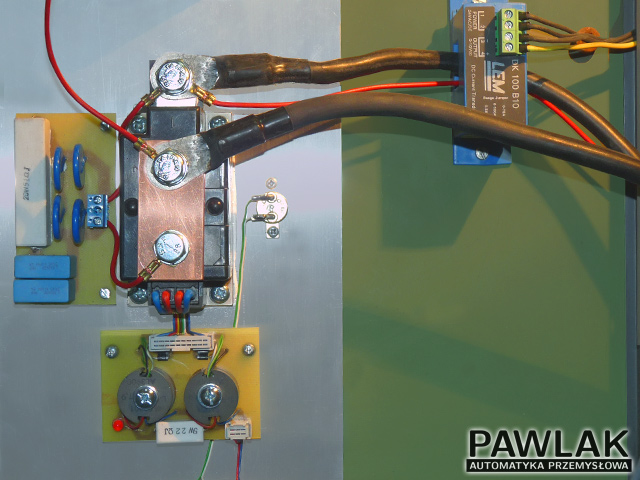
Регулятор мощности и времени контактной сварки на фабрике жестянок
В рамках модернизации машин для контактной сварки продольных швов жестянок, создан специализированный микропроцессорный тиристорный контроллер мощности и времени контактной сварки. Новая система обеспечивает точную работу сварочного цикла, синхронизированную с передней частью банки. Введенное решение решило проблему с протеканием жестянок в результате неточной контактной сварки начала продольного шва в прошлом, при наличии оригинального контроллера. Микропроцессорный контроллер обеспечивает повторяемость швов с помощью точно выполняемых установленных технологических параметров.