Обрані проекти
Нижче представлені окремі приклади систем керування, модернізації промислових об'єктів, створені нами електронні пристрої. Наші рішення працюють добре там, де особливу роль відіграють надійність і продуктивність.
Модернізація волочильної дошки до сталевих прутів
Модернізація крайкофрезерного верстату до сталевих прутів
Комп'ютерна система автоматичної лінії контролю в гальваніці
Модернізація станка лінійного зварювання
Станція для лабораторних випробувань резисторів
Система приводу важкого пуску на паперовій фабриці
Контролер живлення та часу зварювання на фабриці по виробленню бляшанок
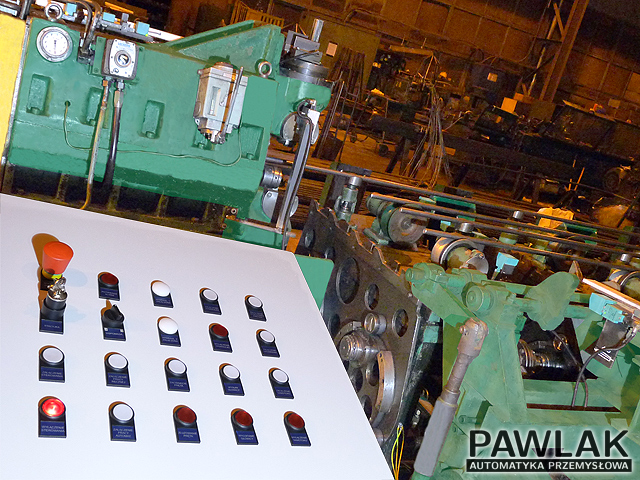
Модернізація волочильної дошки для сталевих прутів
В результаті автоматизації роль оператора обмежується розвантаженням упаковки стержнів на конвеєр, а потім надзором за виробничим процесом.
Автоматизований волочильний верстат використовується для виробництва тягнутих прутів з вальцьованої чи пресованої заготовки. Під час волочіння виріб отримує точні розміри по цілій довжині , задану геометричну форму, чисту та гладку поверхню. Волочильний верстат після модернізації має силу тяги, яка досягає навіть 50 тон.
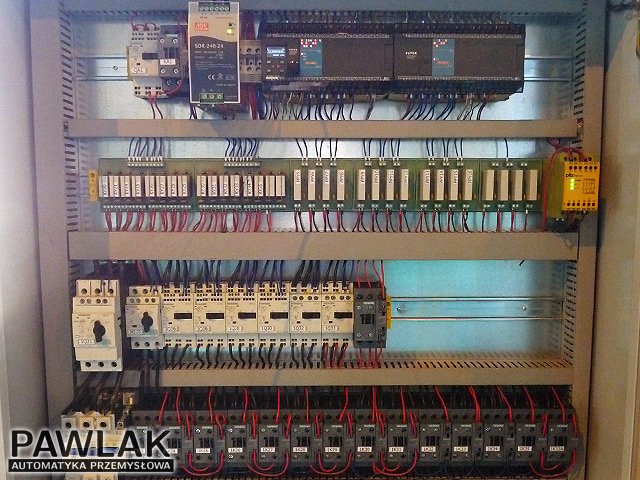
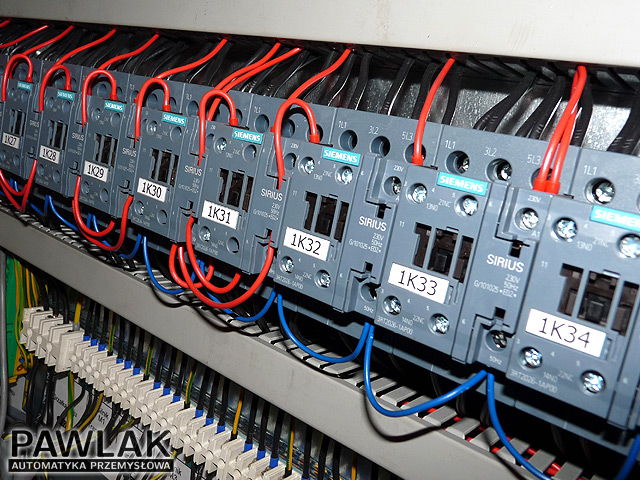
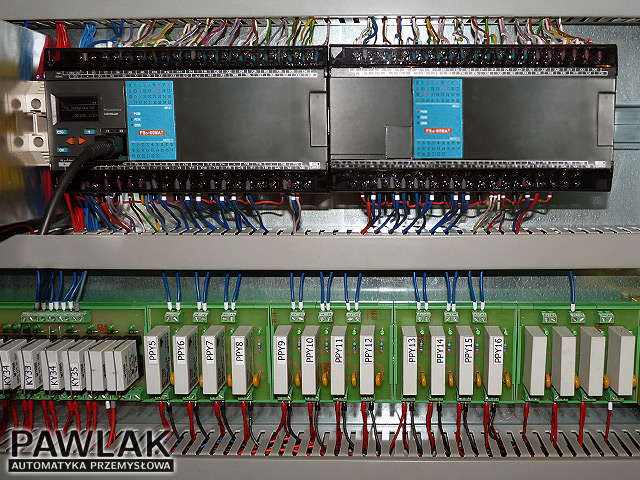
Модернізація полягає на створенню комплексної системи автоматичного керування, на основі програмованих логічних контролерів (ПЛК). В результаті цього волочильний верстат може обслуговувати один оператор, роль якого обмежується розвантаженням упаковки стержнів на конвеєр, а потім надзором за виробничим процесом. Заготовки прутів автоматично доставляються конвеєром до рольгангу, який просуває матеріал поміж «щелепи» волоки. Гідравлічний привід протягує прут в отвір волоки. Наступним кроком є затиснення робочого конуса, приведеного у рух електродвигуном, та протягування прута. Готовий виріб переміщається до пункту перевантаження за допомогою «лап», приведених у рух пневмоприводами. У волочильній дошці існують три типи приводів: електричний, гідравлічний, пневматичний.
В межах модернізації виконано:
- проект системи автоматичного контролю,
- розробка алгоритму керування і програмування двох ПЛК,
- прокладення кабелю плати управління i силової плати (понад 700м),
- установка десятків індуктивних датчиків руху,
- виготовлення та монтаж розподільчих коробок,
- будівництво двох панелей управління,
- виконання електричної та електронної схем двох шаф керування,
- виконання тиристорного перетворювача струму електродвигуна постійного струму 250кВ, який приводить в рух візок (система має безступінчасте (плавне) регулювання швидкості і залежну систему збудження),
- виконання тиристорного перетворювача струму електродвигуна постійного струму повернення візка,
- введення в експлуатацію системи керування,
- розроблення повної документації технічного обслуговування та експлуатації,
- перенавчання операторів волочильної дошки в плані обслуговування системи керування.




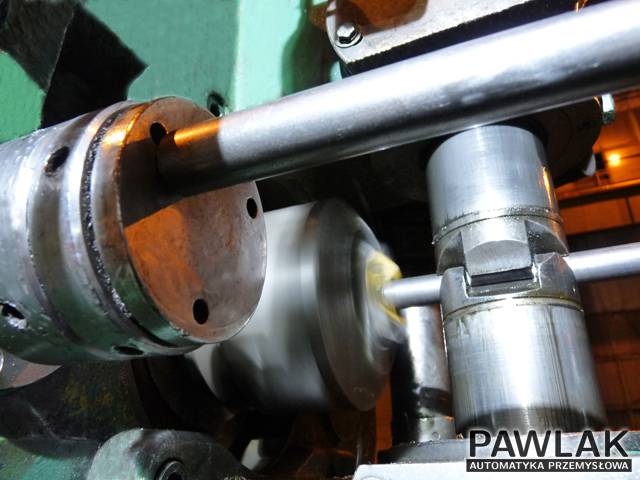
Модернізація крайкофрезерного верстату до сталевих стрижнів
В результаті автоматизації роль оператора обмежується розвантаженням упаковки стержнів на пункт завантаження, а потім надзором за виробничим процесом.
Модернізований крайкофрезерний верстат використовується для фрезерування кромки сталевих стрижнів. Модернізація полягала на створенню комплексної системи автоматичного керування, на основі програмованого логічного контролера. Особливий акцент зроблений на безпеку оператора, продуктивність і надійність (безаварійність). В результаті автоматизації крайкофрезерний верстат може обслуговуватися одним оператором, якого роль обмежується розвантаженням упаковки стержнів на пункт завантаження, а потім надзором за виробничим процесом. Прути автоматично вирівнюються і передаються через конвеєр до спеціальної фрези, яка виконує обробку. Готовий виріб передається до пункту перевантаження. Завдяки застосуванню інвертора та напівпровідникових реле, розроблено безконтактний контроль, в результаті чого система є практично безаварійною. В крайкофрезерних верстатах (фаскорізах) існують два типи приводів: гідравлічний і пневматичний.
В межах модернізації виконано:
- проект системи автоматичного контролю,
- розробка алгоритму керування і програмування ПЛК,
- прокладення кабелю плати управління i силової плати,
- установка кільканадцяти індуктивних датчиків руху,
- виконання контрольної панелі,
- виконання електричної та електронної схем шафи керування,
- введення в експлуатацію системи керування,
- розроблення повної документації технічного обслуговування та експлуатації,
- перенавчання операторів крайкофрезерного верстату в плані обслуговування системи управління.


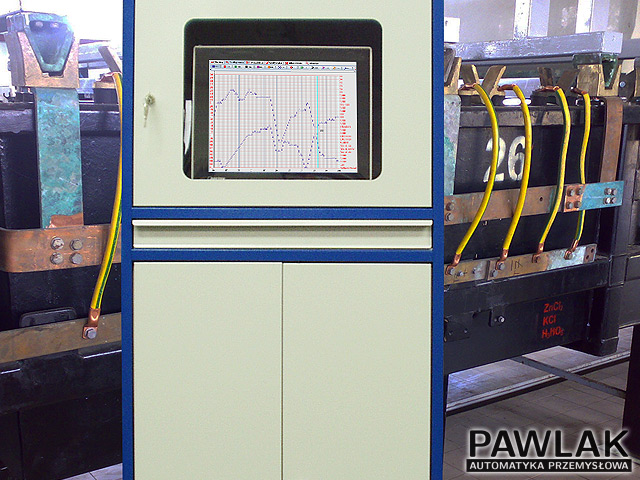
Комп'ютерна система автоматичного керування гальванічними лініями
Кожен з барабанів, які знаходяться одночасно на лінії, може працювати згідно з іншою циклограмою (технологічною програмою). Розроблене нами програмне забезпечення чітко управляє лінією, що забезпечує повторюваність і збереження технологічних параметрів.
Автоматизована гальванічна лінія складається з 30 ванн, між якими барабани переміщуються за допомогою двох візків. Створена нами комп’ютерна система автоматично управляє візками. Суть обслуги обмежується транспортуванням товару зі скринь на пункт завантаження, а потім приймання готового продукту. У той же час на лінії може знаходитися багато барабанів, при цьому кожен з них може працювати згідно з іншою циклограмою (технологічною програмою). Завдяки такому рішенню існує можливість оптимальної продукції коротких серій без необхідності спорожнення лінії з барабанів однієї технологічної програми перед початком виробництва іншої технологічної програми. Розроблене нами програмне забезпечення точно управляє лінією, що забезпечує повторюваність, збереження технологічних параметрів і продуктивність. На екрані монітора висвітлюється поточний стан процесу, вміст окремих ванн і виробнича статистика. Система інформує людським голосом.



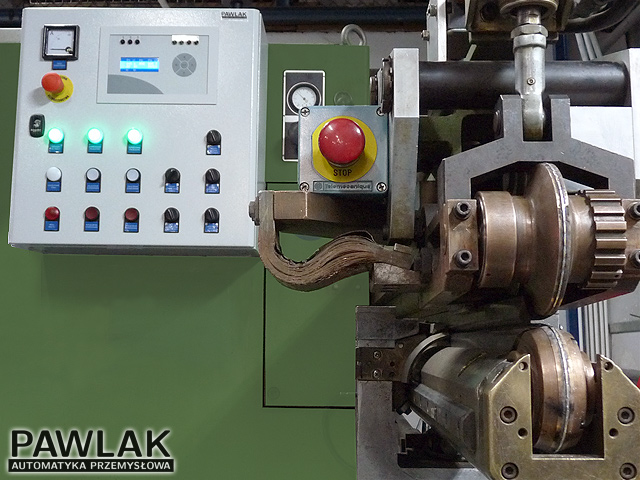
Модернізація машин лінійного зварювання
Технологічні параметри точно підтримуються мікропроцесорним регулятором, що дає можливість отримати надійні зварні з'єднання при контактному зварюванні.
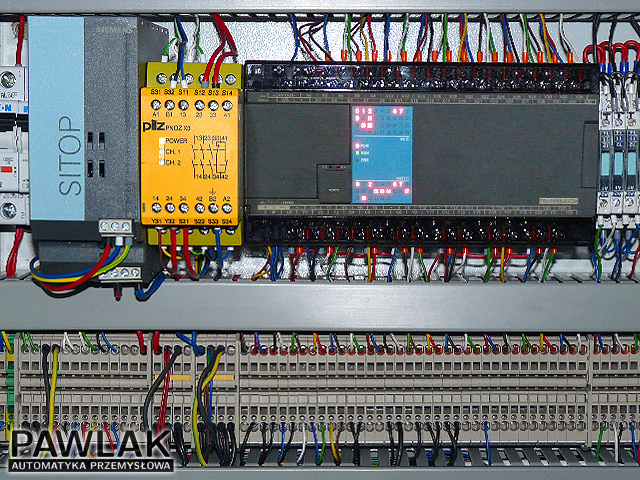
Описаний зварювальний апарат використовується для виробництва повітроводів. Модернізація полягає на оснащенню машини сучасною системою керування на основі програмованого логічного контролера (ПЛК) та мікропроцесорного тиристорного регулятора потужності, який приводить в дію трансформатор для контактного зварювання. Збільшено безаварійність обладнання завдяки використанню надійного тиристорного регулятора та систем керування, а також заміні ненадійних електромеханічних датчиків на безконтактні індуктивні датчики. Технологічні параметри чітко підтримуються за допомогою мікропроцесорного регулятора, що в результаті дає можливість отримати надійні зварні з'єднання при контактному зварюванні. Контактне зварювання може відбуватися безперервним струмом або з перервами, протягом яких струм відсутній (використовується в контактному зварюванні накладного з’єднання). Оператор може регулювати силу і час контактного зварювання для трьох фаз (початкової, середньої, кінцевої). За допомогою установки реле безпеки підвищено безпеку осіб, експлуатуючих машини. Забезпечено захист двигуна, монтуючи вимикач захисту двигуна. Функціонування системи керування може бути здійснене в автоматичному або ручному режимі. Існує можливість праці з двома проводами (окремо для верхнього і нижнього ролика) або з одним дротом для двох роликів.


Лабораторна установка для тестування резисторів
Створена нами установка була використана для лабораторного тестування резисторів заземлення нейтралі трансформатора заземлення, застосованих на Національному стадіоні у Варшаві.
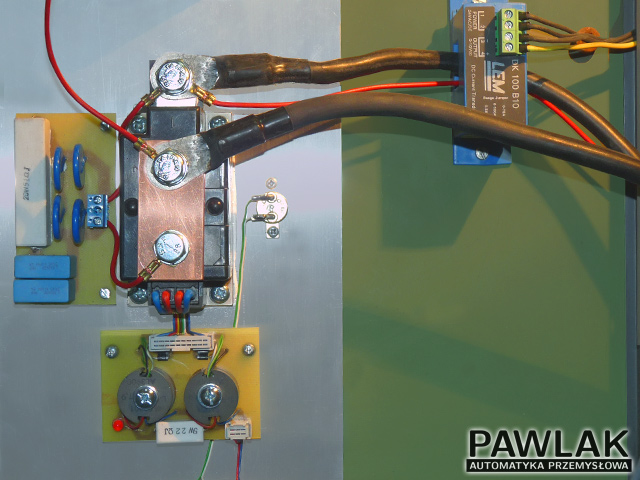
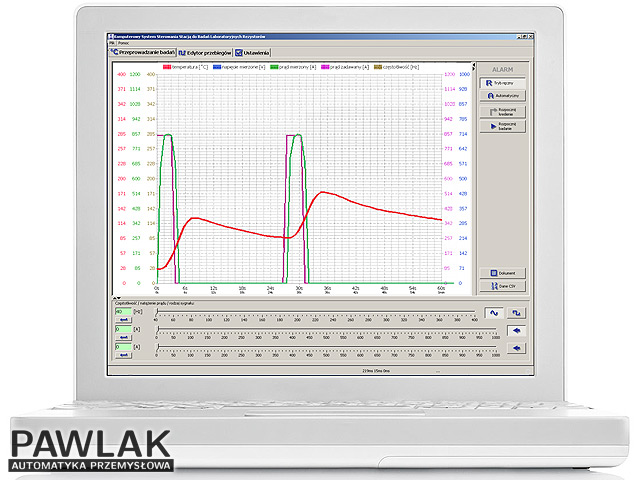
На вимогу провідного польського виробника промислових резисторів була створена спеціалізована лабораторна установка для тестування резисторів. Основним завданням пристрою є періодична генерація вихідного струму протягом заданого часу сигналу (від секунди до години) і часу тривалості перерви. Форма генерованого струму може бути прямокутна або синусоїдальна, з частотою від 40Гц до 400Гц. Залежно від опору (протестованого) резистивного елемента, значення інтенсивності генерованого струму може досягати до 1000A, а напруга до 200В. Лабораторна установка надає можливість оцінки конструкції резистора під впливом росту температури в ході випробування. В рамках проекту збудовано силовий ланцюг інвертора, електронну схему інтерфейсу мікропроцесора та спеціалізоване програмне забезпечення. Інвертор має тиристорний випрямний блок і генератор на основі транзисторів IGBT. Інтерфейс мікропроцесора забезпечує зв'язок між комп'ютером та силовим ланцюгом і має генератор ЦОС (цифровий обчислювальний синтезатор) вихідного сигналу. Спеціалізоване програмне забезпечення дозволяє візуалізацію перебігу заданого струму і виміряної напруги, струму і температури. Докладні протоколи випробувань містяться в графіках, які можна роздрукувати на принтері. Тестування резистора може відбуватися в двох режимах:
- ручному, в якому оператор може регулювати величину сили струму, частоту і форму хвилі,
- автоматичному, в якому процес тестування проходить автоматично, на основі готових налаштувань.
Створена нами установка була використана для лабораторних досліджень резисторів заземлення нейтралі трансформатора заземлення, використаних на Національному стадіоні у Варшаві.
Пристрій використовується для дослідження резисторів заземлення,силових резисторів, гальмівних резисторів для інверторів, навантажувальних та пускових резисторів (реостатів) для кранів, пластинчастих силових, дротяних силових та опірних резисторів для важкого пуску.

Система приводу важкого пуску на паперовій фабриці
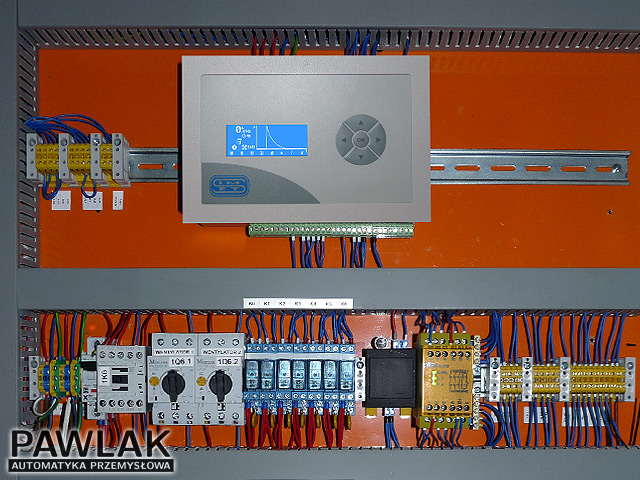
У співпраці з провідним польським виробником промислових резисторів розроблено та впроваджено пусковий пристрій асинхронного двигуна з фазним ротором, який приводить в дію змішувач для готування деревної маси (пульпи), в якому мелеться макулатура на фабриці паперу та картону. Система приводу характеризується важким пуском. В пристрої використовується створений нами мікропроцесорний регулятор, ключовим завданням якого є вимір частоти індукованого струму в обмотці ротора двигуна та, на цій основі, перемикання рівнів пускового опору.

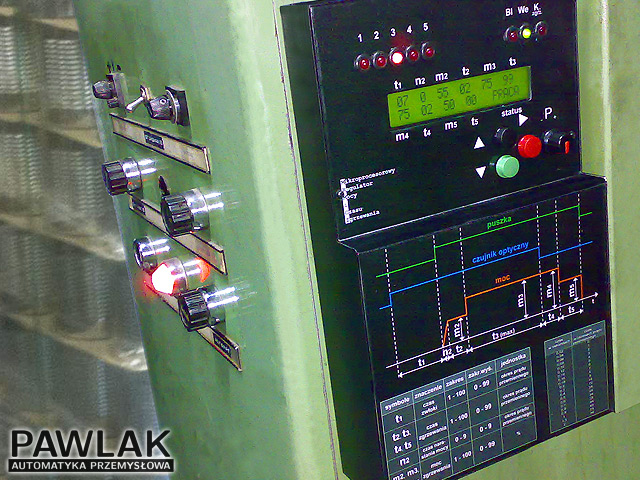
Регулятор потужності і часу контактного зварювання на фабриці бляшанок
В рамках модернізації машин для контактного зварювання поздовжніх швів бляшанок, створений спеціалізований мікропроцесорний тиристорний регулятор потужності і часу контактного зварювання. Нова система забезпечує точну роботу зварювального циклу, синхронізовану з передньою частиною бляшанки. Введене рішення вирішило проблему з протіканням бляшанок в результаті неточного контактного зварювання початку поздовжнього шву в минулому, при наявності оригінального контролера. Мікропроцесорний регулятор забезпечує повторюваність швів за допомогою точно дотриманих встановлених технологічних параметрів.